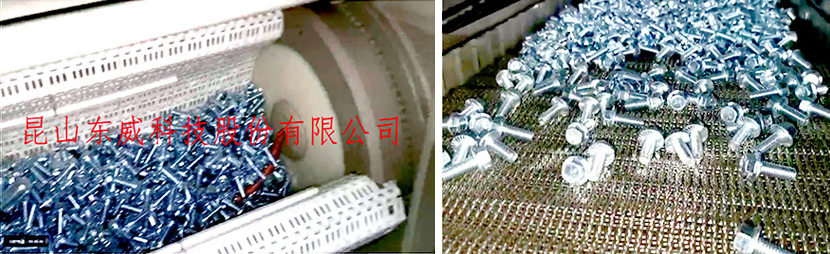
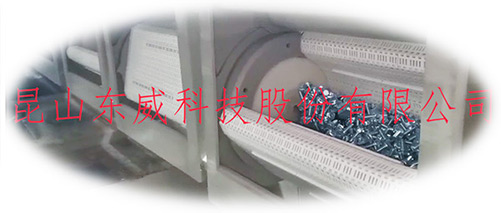
生产线现场实拍图

设备优势
(1) 0.3-0.5小时,实现高品质5~8um镀层
全线吨级产品产出量,产品在镀槽18-30分钟时间完成电镀;
降低产品在电镀阶段氢脆风险,减少产品长时间大重量的磨损、磕碰;
产品镀层均匀性大幅度提升,化学品和电能的大幅节省
(2) 镀液温差,无门滚筒
无门,开放式滚筒,电镀液无内外温差,无尝试差异,无“滚筒眼子印”,较低的槽电压,室温下镀液无须冷却装置;
高度可靠的自动上、下料.
(3) 0无组织废气排放
全线槽液液面处密封,重点区域双密闭、双抽风;不同化学品槽单独隔离抽风;
全线电气阻燃设计,一套水平传动机构,极简安全可靠;生产车间全新E.H.S标准.

全线接近每个工位都有产品,生产效率极高;
多种阴极移动方式,深孔、盲孔产品设备优势大;
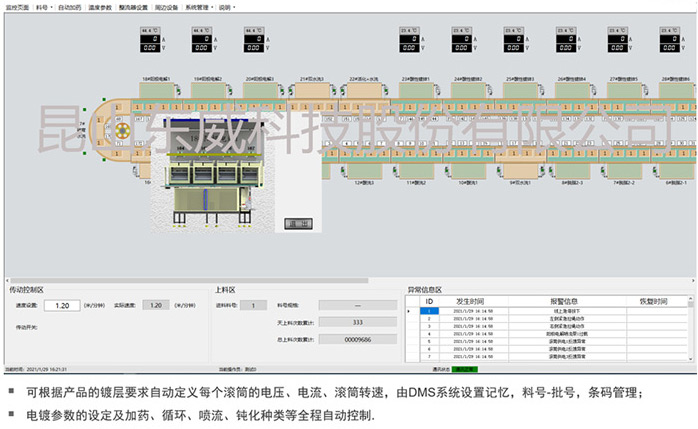
阳极面积较大化,稳定可追溯的电镀质量;可适应多品种电镀,全自动料号管理;
喷流清洗、电镀,药水有效交换.
履带式“抛式”滚筒,产品自旋转,产品极短的停镀时间
一体成型滚筒链板,自身18%开孔率,开口面100%"开孔率";整体滚筒只有此部件为易耗品,更换容易成本低廉;
不同规格产品对应可“更换式链板”,以适应较佳生产效果;
正转翻动产品,反转桶身翻转开口面向下,且做“清料转动”实现快速、彻底下料;
东威BCP线亦可更换成其它传统滚筒和东威其它型号滚筒生产或挂镀挂具;

电镀酸锌,生产实拍图
产品清洗、电镀全程可视化,可随时取出检查.

高速电镀的重要因素:
“少” 产品装载量少表面积少
“开” 滚筒开放式结构,类似挂镀,且产品又能不断翻动、移动
“射” 电镀液喷射入产品中,强制快速交换
“移” 滚筒负载产品相对阳极做直线运动,阳极面积较大化,每桶产品使用相同的设定电镀条件
电镀智能控制系统:
BCP线适合的工艺:锌及锌基合金、镀镍、镀锡、镀银等
适合的电镀形式:滚镀产品、挂镀产品
无